اگرچه فرایندهای شکلدهی انعطاف پذیر جدید بسیاری ابداع شده اند، اما کاربردهای صنعتی زیادی ندارند، بنابراین اگر ابزاری هوشمند برای طراحی فرایندهای جدید وجود داشته باشد بسیار ارزشمند است.
روش کشش عمیق در صنعت شکلدهی ورق های فلزی بسیار متداول میباشد که در این تحقیق، این روش و پارامترهای موثر بر ان بررسی شده است. بیشکل کردن نیز از طریق کشش یک الهام جایگزین برای یک استراتژی شکلدهی فرآیند آشنای کشش عمیق است. از مزایای فرآیند بیشکلسازی میتوان به این مورد اشاره کرد که در طول بیشکل کردن، مرزهای فضای خالی در حال حرکت به سمت خارج هستند.
بنابراین، در این مورد، کنترل جابه جایی بر روی گرههای محیطی در طول بیشکل کردن اعمال میشود به- طوری که آنها در طول یک تراجکتوری خطی شعاعی به سمت خارج از محور تقارن حرکت میکنند و این روش مناسبی برای تولید قطعاتی فنجانی شکل است که یک سطح آن صاف باقی میماند، و این منطقه برای تعریف تمایل صفحه هدف برای مسطح سازی استفاده میشود.از اینرو، تراجکتوری گرههای محیطی در صفحه به پایان میرسد.
مقدمه
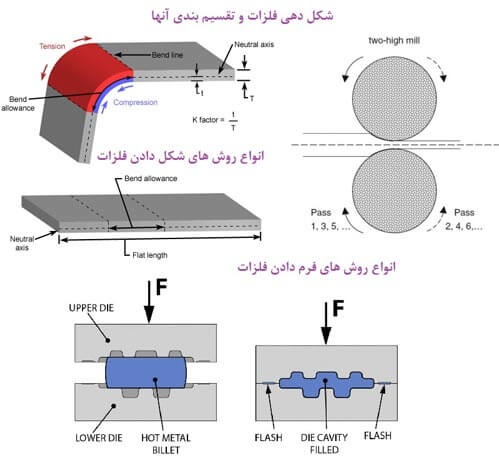
شکلدهی فلزات شامل فرآیندهایی است که در آنها یک شمشال یا پولک فلزی بهوسیله چند ابزار یا قالب شکل داده میشود.
این فرایندها عموما با افزایش خواص مکانیکی در قطعات همراه میباشد به گونه ای که میتوان گفت شکل دهی فلزی عملیاتی است که در نتیجه آن شکل خواص قطعات از طریق تغییر شکل مومسان و بدون هرگونه عملیات براده برداری تغییر میابد.
مقاله پیشنهادی : ورق گالوانیزه طرح سینوسی و کاربرد آن
از مشخصه های این مجموعه فرایندها یکی تغییر در کیفیت سطوح و دیگری دگرگونی ریز ساختها است که به بهبود خواص مکانیکی میانجامد. مواد اولیه یا به اصطالح قطعاتی که باید شکل داده شوند ممکن است به صورت گرم یا سرد عمال منظور دمای محیط است به فرایند وارد شوند.
اگرچه نیرو یا انرژی مورد نیاز شکل دهی در حالت گرم کمتر است، عموما ایجاد تغییر شکل ماندگار در فلزات نیروی زیادی بکار میگیرد. بدین سان میتوان گفت ایجاد تغییر شکل مومسان در نتیجه اعمال انرژی زیاد از اختصاصات این فرایندها بوده که در سایر روشهای شکلدهی نظیر ریختهگری وجود ندارد. شکلدهی فلزات فرایندی کامال دینامیک است به گونه ای که معموال از آن به عملیاتی صحیح و غیرآرام تعبیر میگردد.
طراحی و کنترل چنین فرایندهایی به ویژگیهای جنس ماده، شرایط در فصل مشترک ابزار و قطعهکار، مکانیک تغییر شکل پالستیک )سیالن فلز( ، تجهیزاتی که مورد استفاده قرار میگیرند و مالحظات کیفیت نهایی سطح محصول بستگی دارد.
این عوامل انتخاب هندسه ابزار، ماده اولیه و شرایط شکلدهی نظیر درجه حرارت ابزار و قطعهکار و روان کاری را تحت تاثیر قرار میدهند.
به دلیل پیچیدگیهای حاکم بر بسیاری از فرایندهای شکلدهی فلزی، انواع روشهای شبیه سازی و مدل سازی مثل شیوه های تحلیلی، محاسباتی و فیزیکی به منظور طراحی بهینه فرایند مورد استفاده قرار میگیرند.
در تغییر شکل فلزات و بی شکلسازی تنش یکی از پارامترهای بسیار مم میباشد که عبارتست از نیرو تقسیم بر واحد سطح. هر تنشی در یک نقطه به مولفه های عمودی و برشی تجزیه می شود.
تنشهای عمود وارد بر وجود یک عنصر مکعبی شکل با زیرنویس شاخص جهت معین شده اند .طبق قرارداد مقادیر تنش های عمود بزرگتر از صفر معرف کشش و مقادیر کوچکتر از صفر نشان دهنده فشار است.
شکل دهی ورقهای فلزی با روش بیشکل سازی
تاریخچه تغییر شکل بیشکل کردن به محاسبه تاریخچه کرنش و تنش فرآیندهای شکلدهی معکوس میشود که بخش هدف را از فضای خالی محاسبه شده شکل میدهند.
از این تنشها شرایط مرزی مورد نیاز برای ایجاد تعادل محاسبه میشود. الف-بیشکل کردن از طریق کشش مرز شعاعی بیشکل کردن از طریق کشش یک الهام جایگزین برای یک استراتژی شکلدهی فرآیند آشنای کشش عمیق است.
در کشش عمیق، مرزهای فضای خالی به سمت مکانهای عمیقتر برای قرار گیری حرکت می کنند. در طول بیشکل کردن، مرزهای فضای خالی بنابراین در حال حرکت به سمت خارج هستند.
مقاله پیشنهادی : کاور نوار نقاله و مزایای آن
بنابراین، در این مورد، کنترل جابهجایی بر روی گرههای محیطی در طول بی- شکل کردن اعمال می شود به طوری که آنها در طول یک تراجکتوری خطی شعاعی به سمت خارج از محور تقارن فنجان مربع حرکت می کنند ،پایین فنجان فرض شده است که صاف باقی میماند، و این منطقه برای تعریف تمایل صفحه هدف برای مسطح- سازی استفاده میشود. از این رو، تراجکتوری گرههای محیطی در صفحه به پایان میرسد.
از فرضیات قبلی از یک مسیر شعاعی، هر یک بر روی یک خط قرار میگیرد، اما برای پیدا کردن مکان دقیق آنها، فرضیات بیشتری ساخته شده است: طول قوس نهایی قطعهکار در امتداد خطوط شعاعی همان در ابتدا و پایان شبیه سازی یکسان است. ب- بی شکل کردن از طریق کشش مرز متغیر از کشش عمیق، و از هندسه بخش، یک مسیر تغییرشکل جایگزین در مرز را میتوان تصور میکرد. اگر چه گوشه- های فنجان مربع باید کشیده شود، منطقه مرکزی از دو طرف آن میتواند توسط خمش تنها بیشکل شود.
از این رو، به جای حرکت شعاعی به بیرون شرح داده شده در بخش قبل، یک روش جایگزین برای بیشکل کردن تشکیل شده است که حرکت شعاعی به بخش گوشه، و حرکت جانبی را به بخش مرکزی محیط توصیف می کند.
در جزئیات بیشتر، و اگر گرههای محیطی در موازی سمت محور x به عنوان مثال استفاده شود: بخش شروع کننده در محور y و پایان یافتن در مرکز، در طول یک تراجکتوری به موازات محور y حرکت میکنند.
استراتژی بی شکل سازی
محدودیتهای سینماتیکی میتواند برای اعمال یک استراتژی مسطحسازی محلی مکرر در مسیر ایجاد فضای خالی بیشکل شده استفاده شود.
تجزیه و تحلیل فرآیند چرخشی نشان میدهد که تغییر شکل در نزدیکی شرایط برش-خالص را میتوان با یک ابزلرکار تنها بهدست آورد و در صورتی که قطعهکار دارای یک هندسه زینی شکل باشد اجازه ایجاد تنش در یک جهت و فشرده سازی در جهت دیگر در قطعهکار را میدهد.
استراتژی ارائه شده در این بخش نتیجه مسطح کردن نواحی قطعهکار با منفی- ترین انحنای گاوسی است. این تابع انحنای گاوسی را در هر راس با انجام حداقل مربعات مناسب از تکههای درجه دوم تا همسایگی هر راس محاسبه میکند.
الگوریتم هیچ راس دوباره بررسی نمیشود و در نهایت مناطق انحنای گاوسی منفی تمام شده است. این استراتژی با مراجعه به راس منفی انحنای گاوسی که تا به حال مسطح شده است جلو میرود.
نتیجه گیری در این پژوهش فرآیندهای شکلدهی ورقهای فلزی و روش بیشکل سازی ارائه شده است. که یکی از روشهای متداول شکلدهی، روش کشش عمیق است که این فرآیند در واقع تبدیل گرده خام اولیه تخت به قطعات و احجام توخالی است.
هنگام عملیات کشش مولفه تنش نیز بسیار تاثیرگذار است که مقدار تنش از تقسیم نیروی وارده هنگام کشش، به مساحت ورق فلزی میباشد که هرچه مساحت ورق فلزی بیشتر باشد مقدار تنش وارده به ورق کمتر و در اینصورت عملیات کشش با موفقیت بیشتری صورت میگیرد. برای کاهش اثرات منفی تنش هنگام عملیات کشش عمیق میبایست از آلیاژهای مسی و فلزات سبک مثل آلومینیوم و تیتانیوم و همچنین از ورقهایی با ضخامت بیشتر استفاده شود تا احتمال وقوع پارگی و چینخوردگی کاهش یابد.
عملیات کشش عیوب دیگری از قبیل چینخوردگی دارد که میتوانیم با افزایش نیروی ورقگیر از آن جلوگیری کنیم. و همچنین میتوان از دیگر عیوب به پارگی قطعهکار حین کشش اشاره کرد که با کاهش سرعت کشش و باالبردن تعداد مراحل کشش می- توان بر آن غلبه کرد.
روش بیشکل سازی نیز یکی از جدیدترین روش های شکلدهی فلزات است که میتوان آن را جایگزین روش کشش عمیق کرد.
از مزایای روش بیشکل سازی می توان این موضوع را اشاره کرد که در حین این فرآیند حرکت مرزهای خالی به سمت خارج است و امکان را میدهد که روی جابهجایی گرههای محیطی کنترل داشت و این روش مناسبی برای تولید قطعاتی که یک سطح آنها صاف است میباشد.